De energie huishouding
Auteur: dr. ir. R.A. de Graaf
Datum:15-2-2000
Copyright: stichting raes
Als eerste wordt hieronder de extruder gedefinieerd
De i wordt als teller gebruikt
Diameter [m]
Hoogte [m]
Breedte schroef-flank
Toerental [rps]
Schroefhoek [rad]
Viscositeit [Pas]
De spoed [m] (vierkante schroef)
Lengte van de schroef
Breedte schroefkanaal
Dichtheid polymeer [kg/m3]
Soortelijke warmte polymeer [1000 - 2200] J/kg K
Doorzet extruder [kg/s]
Lengte pompzone
Lengte kanaal vd pompzone
Gangingheid schroef
De Macrobalans
Hiervoer zijn de volgende gegevens nodig
Motorvermogen
m/s
Snelheid materiaal
W/mK
Warmtegeleidbaarheid
Warmteverschil polymeer en wand
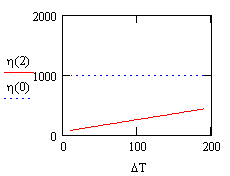
De viscositeit is vaak temperatuursafhankelijk, als A=0 : h = constant
indien A=2, dan neemt de viscositeit af bij een hogere temperatuur
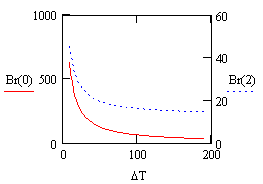
Het brinkman getal: Br << 1 Isotherm proces
Br >>1 adiabatisch proces
De extruder werkt bijna adiabatisch indien het polymeer nog veel koeler is dan de wand temperatuur. In het begin van het het opsmelten (het polymeer moet nog naar smelttemperatuur worden opgewarmd) speelt visceuze dissipatie een belangrijke rol.
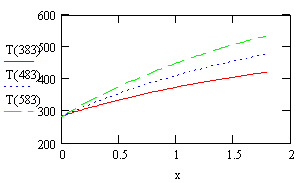
Axiaal temperatuursprofiel
Op pagina 43-45 staan onderstaande formules uitgewerkt.
Warmtevereffenings coefficient (p 46)
Warmteoverdrachts coefficient (p 47)
Energetisch correctiefactor (p 45)
De temperatuurverhoging zoals
die volgt voor een oneindig lange
extruder
Het valt op dat hoe hoger de wand temperatuur des te langer de schroef moet zijn om deze wand temperatuur te halen.